









Xiamen Juda Chemical & Equipment Co., Ltd. is one of the leading manufacturers and suppliers of pfpe vacuum pump lubricants: end costly downtime from corrosion & sludge in China. If you are looking for pfpe vacuum pump lubricants: end costly downtime from corrosion & sludge, please be free to buy our quality products at competitive price from our factory. Contact us for quotation.
The Problem with Standard Oils in Demanding Applications
If your vacuum pumps are suffering from frequent oil changes, corrosive damage, or unexpected shutdowns, the problem often isn't the pump-it's the lubricant. Standard hydrocarbon and silicone oils degrade rapidly when exposed to the harsh vacuum environment of modern industrial processes. This degradation leads to three critical and expensive issues for plant operations:
Acid Formation & Internal Corrosion: Reactive process gases (e.g., chlorine, fluorine, sulfur compounds) dissolve in and react with standard oil, forming corrosive acids that pit and etch expensive metal rotors, vanes, and housings, leading to catastrophic seizure.
Sludge, Varnish & System Fouling: High operating temperatures and oxidative breakdown cause oil to polymerize into hard, abrasive carbon deposits. This sludge clogs filters, wears tight tolerances, and drastically reduces pump efficiency and ultimate vacuum.
Unsustainably Short Oil Life & High Disposal Volumes: Rapid chemical breakdown and contamination mean oil must be changed every few weeks or months. This generates exorbitant costs for new oil, labor, and the disposal of large volumes of hazardous waste.
The PFPE Solution: Engineered for the Most Demanding Service

PFPE (Perfluoropolyether) vacuum pump lubricants are fundamentally different. They are not just another oil; they are fully fluorinated, synthetic fluids engineered from the molecule up to be chemically inert. In applications where standard oils fail, PFPE lubricants provide a permanent, cost-effective solution by directly attacking the root causes of pump failure.
Core Advantages and Performance Specifications
The following table details the properties that make our PFPE vacuum pump lubricants the superior choice for protecting your capital equipment and reducing total operating costs.
| Property / Advantage | Specification / Performance Characteristic | Impact on Your Operation |
|---|---|---|
| Product Name | Vacuum Pump Lubricants PFPE | The engineered solution for severe-duty vacuum equipment. |
| Key Feature | Excellent chemical stability | Chemically inert; will not react with most aggressive process gases, solvents, or acids. This is the core property that prevents acid formation and corrosion inside the pump. |
| Key Feature | Excellent thermal stability | Withstands high operating temperatures without breaking down or forming sludge. Maintains viscosity and lubricity, ensuring consistent performance and extended pump life. |
| Key Feature | Low vapor pressure | Essential for maintaining high vacuum performance. Minimizes fluid loss and backstreaming into the process chamber, protecting product purity. |
| Key Feature | Good lubricity | Provides a durable protective film on rotors, vanes, and bearings, reducing mechanical wear even under high load and in corrosive service environments. |
| Specific Application | Suitable for use in rotary vane pumps, rotary piston pumps, mechanical booster pumps, and other vacuum equipment. | A universal high-performance upgrade for common industrial pump types. |
| Ideal Use Case | Designed for harsh chemical environments, high-temperature applications, and systems handling corrosive gases or solvent vapors. | The definitive lubricant for the most challenging applications in semiconductor, pharmaceutical, and chemical processing. |
| Operational Benefit | Extends pump service life by preventing the corrosion and deposit formation that are the primary causes of mechanical failure. | Directly reduces capital expenditure frequency and unscheduled downtime. |
| Economic Benefit | Reduces maintenance costs through significantly longer oil change intervals and fewer emergency repairs. | Lowers the total cost of ownership (TCO) and improves your bottom line. |
The Direct Comparison: PFPE vs. Standard Pump Oils
| Performance Metric | Mineral Oil | Silicone Oil | PFPE Lubricant |
|---|---|---|---|
| Chemical Resistance to Acids/Bases | Poor | Good | Excellent (Inert) |
| Maximum Continuous Temperature | ~80°C | ~180°C | > 250°C |
| Oil Life in Harsh Chemical Service | 1-3 Months | 3-6 Months | 12-24 Months |
| Risk of Acidic By-product Formation | High | Medium | Negligible |
| Vapor Pressure (Typical) | Moderate | Low | Extremely Low |
| Total Cost of Ownership (TCO) | Highest (Frequent changes + repairs) | High | Lowest (Long life + reliability) |
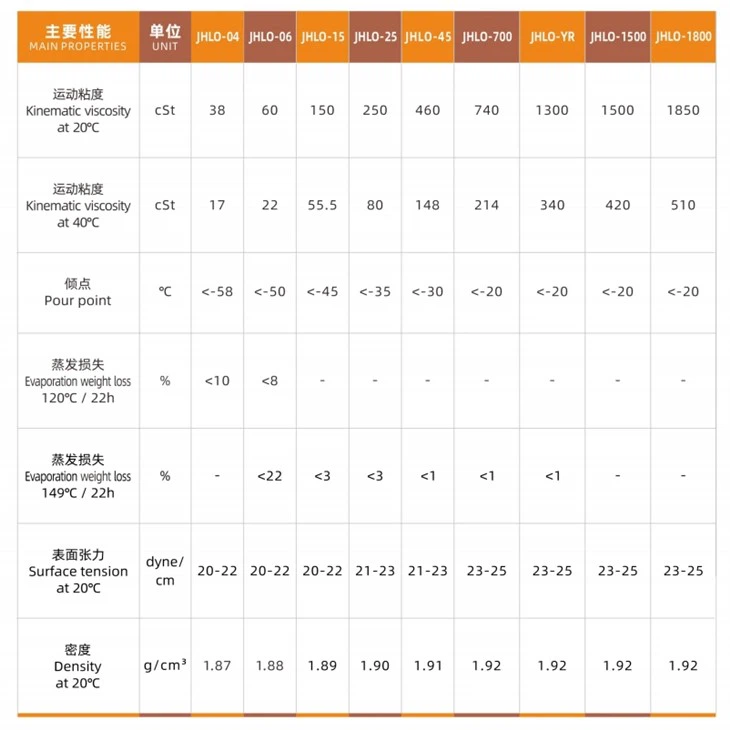
Technical Specifications of JHLO Series

About

Established in 1988 by China's chemical manufacturing pioneer Juhua Group Corporation, Xiamen Juda has been focusing on fluorinated chemicalsexport since year 2004. Our 7 major fluorinated product series include:Fluoropolymer, Refrigerant Gas, Cooling Fluid, Medical Aerosol Propellant, Cleaning Agent, Fire Extinguishing Agent, Welding Gas.
Our chemicals and packaging have been in certified level of : FDA DMF, UL, CE,DOT, KGS, ASME, ISO,OHSAS.
Looking for the perfect cooling solution? We're here to help, welcome to contact us!
"Serving the Users,Empowering the Industry" is our mission for long term and mutual profitable business development with customers .
Hot Tags: pfpe vacuum pump lubricants: end costly downtime from corrosion & sludge, suppliers, manufacturers, factory, quotation, price, buy




